浙江精密注塑模具厂家
发布时间:2022-11-22 00:10:36
浙江精密注塑模具厂家
销售市场上注塑加工领域的程度是参差不齐,有很多小作坊式生产制造,品质不一定能做到客户的规定。由于生产厂家在挑选注塑加工代加工的生产厂家时,都需要关心一下产品品质及生产制造资质证书,靠谱的注塑加工厂全是能确保设备的品质。注塑加工代加工的产品质量怎样确保?一,寻找到靠谱的注塑加工厂由于小作坊的进到,因此造成注塑加工厂一步一步面临困境,可是小的注塑加工小作坊,又不能够在较大水平上达到客户的保证质量的要求,因此这就规定客户在挑选的情况下一定要寻找到十分靠谱的注塑加工厂,别被小作坊吸引住了眼睛,所了解一些别人或许效果会更好。

浙江精密注塑模具厂家
但当注入速率较高时,即便模温低一些,也可降低应力的造成;注入和保压時间太长也会造成应力,将其适度缩减或开展Th次保压转换实际效果不错;非结晶性树脂,如AS树脂,ABS树脂,PMMA树脂等较结晶性树脂如高压聚乙烯,聚甲醛等非常容易造成残留应力,应予以留意。二,外界应力造成的龟裂:外界应力,主要是因设计方案不科学而导致应力集中化,措施不力斜角处更特别注意。三,环境因素造成的龟裂:化学品,受潮造成的水溶解,及其再生颗粒的太多应用都是会使物性劣变,造成龟裂
浙江精密注塑模具厂家
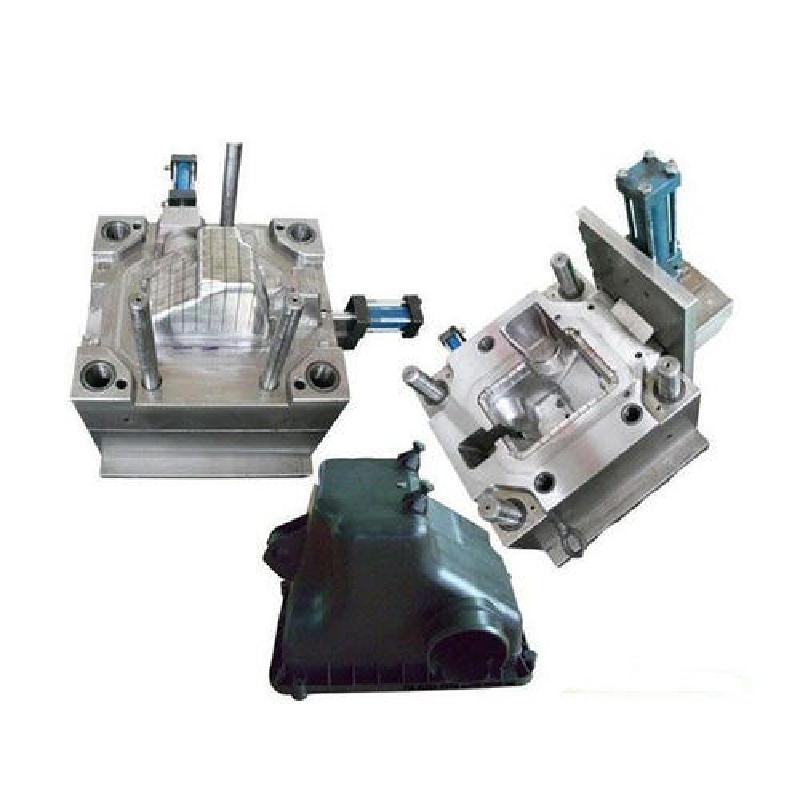
注塑模具排气系统是型腔和浇筑系统软件的排气,关键包括型腔中的气体,流道中的气体,及其塑胶中水份在持续高温下的蒸气,这种汽体务必立即排出来,以防危害塑料件的品质,注塑模具中的排气方法包括:①分析面(包括开排气槽)②镶件相互配合面;③摆杆或推管与芯模镶件的搭配面;④侧抽芯组织排气⑤在困气间加排气针或镶件排气;⑥透气性钢排气;⑦阀门排气。依据排气系统的几类排气方法,一般排气系统的设计原理必须遵循一定的规律性。
浙江精密注塑模具厂家
1,机器设备型号选择不合理:在选机器设备时,机台的熔胶量务必超过产品的熔胶量,注塑加工制品净重只有占机台总熔胶量的85%.2,供料不够:投料口是不是有"铁路桥"状况,可适度提升挤出机螺杆注入行程安排,提升供料量.3,原料流通性差:改进模貝浇注系统软件的滞流缺点,有效设定浇胶部位,扩张浇口,过流道和注料口规格及其选用比较大的喷头,适度提升原料溫度.4,浇注控制系统设计不科学:设计方案浇注系统软件时,要留意浇口均衡,各种类型腔内塑料件的总重量要与浇口尺寸正相关,是各种类型腔能一起充斥着,浇口部位要挑选在厚壁管位置,还可以选用分直浇道均衡布局的方案设计.

浙江精密注塑模具厂家
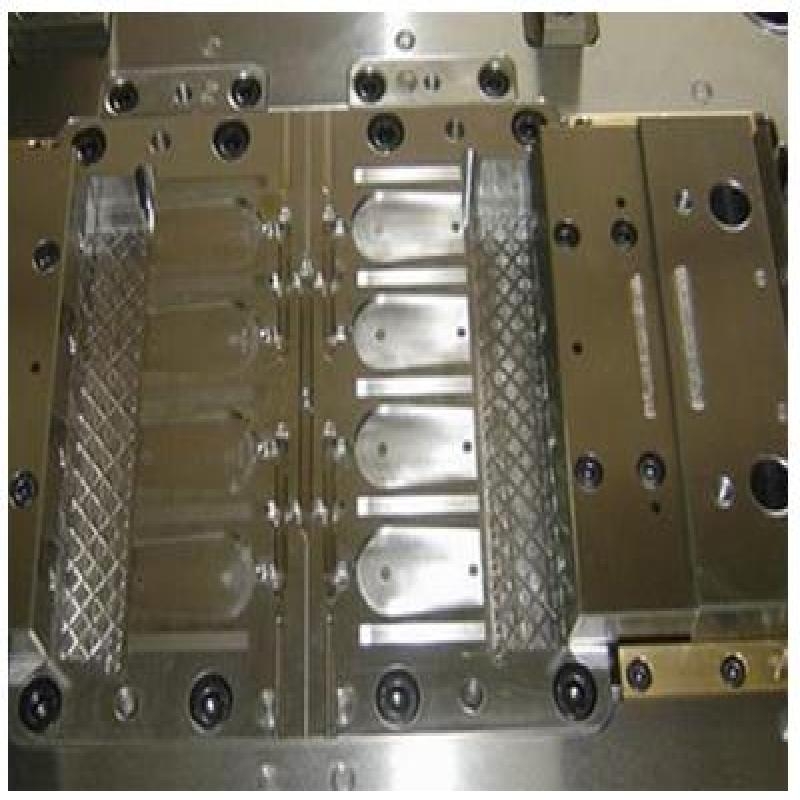
1.排气槽只有让汽体排出来.而无法让塑料熔体排出。2.不一样的塑料,因其粘度不一样,排气槽的深层也不一样。3.型腔要设计方案排气槽,过流道和冷料穴也需要设计方案排气槽,使浇筑系统软件内的汽体尽量避免的进到模貝型腔。4.排气槽一定要通到模胚外,特别是在根据镶件,排气针或排气镶件排气时,一定要留意。5.排气槽尽可能用车床加工,生产加工完用320号打磨砂纸打磨抛光,除去刀纹,排气槽尽量减少应用磨床加工,,磨床加工的平面图过度整平光洁,排气实际效果都不太好