苏州注塑模具加工厂家
发布时间:2022-05-27 00:10:40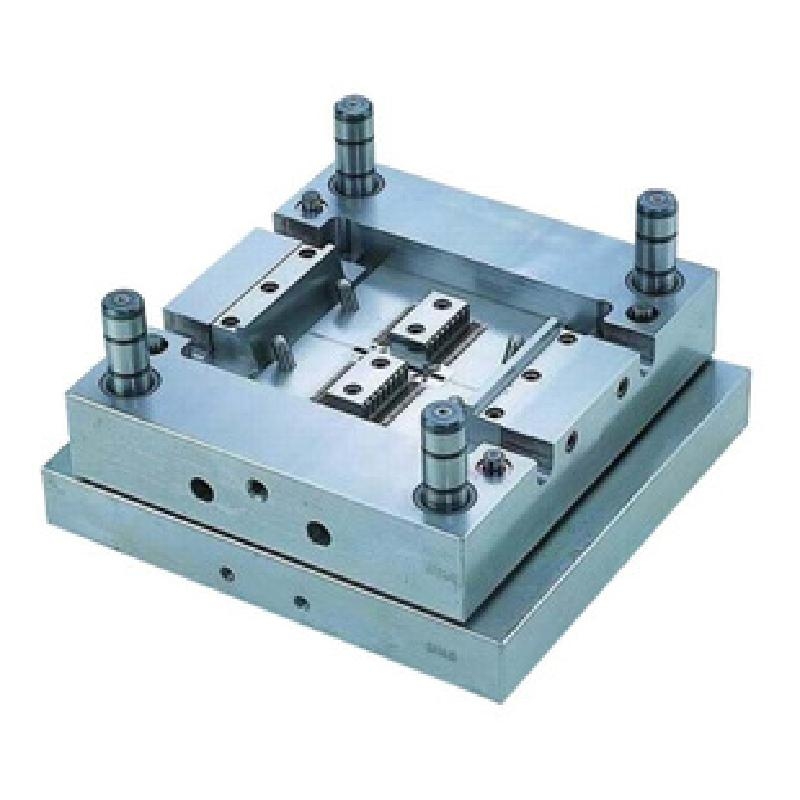
苏州注塑模具加工厂家
内应力有三种状况,充填过剩,出模发布和金属材料嵌入件导致。做为在充填过剩的情形下形成的龟裂,解决方案可以利用下列技巧下手,因为直浇口工作压力损害少,因此,假如龟裂关键造成在直浇口周边,则可考虑到改成多一点遍布点浇口,侧浇口及柄形浇口方法;在确保环氧树脂不溶解,不劣化的条件下,适度提高环氧树脂温度可以减小熔化黏度,提高流通性,与此同时还可以减少注入工作压力,以减少地应力;一般状况下,模温较低时易于造成地应力,尽可能提高温度。

苏州注塑模具加工厂家
一般来说,从注塑模具加工中取下的成品假如要纠正,非常简单的办法就把要纠正的成品放到纠正的物品上,因而,我们可以的注塑件的翘曲位置适当的再加上吊物,用易纠正翘曲难题。这儿一定要清晰的掌握并标出吊物的份量及存放的方向,以防对注塑件造成别的负面影响。此外,也可把翘曲的注塑件放到矫直器上,一起放进成品热变形温度相邻的开水中,简单地拿手矫直。这儿必须特别注意的是开水的溫度不可以太高,要不然会使成品的形变更加厉害。并且,翘曲纠正后一定要检查一下,以防在注塑件上留出斑印。
苏州注塑模具加工厂家
预应力张拉等有密切相关,比如采用压锭,加热,发展成型温度和提升充压時间等方法,都能显著加快硬化速度。除此之外,硬化速度还应适合成型方法的要求。比如押注或注射成型时,应要求在熔融,添充时有机化学反应慢,硬化慢,已坚持不懈长期性的运动情况。除此之外,在当充满凹模后,在高溫,髙压下应急速硬化。注塑加工的硬化速度慢的塑料会使成型周期时间拉长,生产效率减少,硬化速度快的塑料,则不可以成型成杂乱无章的注塑产品。因而注塑加工的环节中必须严控注塑加工硬化速度。

苏州注塑模具加工厂家
普遍的浇口种类有三种,立即浇口,矩形浇口及其扇型浇口。在其中运用较为普遍的是立即浇口,较大的特点是可以达到注塑加工全过程中溶体工作压力较小的状况,促使成形非常容易。且适用常见的一切塑胶,以一些成形较为大并且较为深的注塑件为主导。而矩形浇口的部位一般是开在塑料模具之中的分型表面,因而较多的用在大中小型注塑件的模之中。因为其横截面样子较为的简易。因而非常非常容易开展注塑模具加工,并且中后期也有利于开展调整。但是矩形浇口非常容易造成浇口印痕是它的缺陷。

苏州注塑模具加工厂家
或者加温操纵有些无法控制长烧导致料筒温度强烈转变进而造成色差。四,降低注塑工艺调整时的危害 非色差缘故需调整注塑工艺主要参数时,尽量不更改注塑加工温度,背压式,注塑加工周期时间及色母添加量,调整与此同时还需观查加工工艺主要参数更改对颜色的危害,如发觉色差应立即调整。五,把握料筒温度,色母量对商品颜色转变的危害在开展色差调整前还务必了解商品颜色随温度,色母量转变的发展趋势。职工在注塑模具加工的环节中一定要留意原料配制操纵好,清除一切不利条件,防止注塑件发生色差难题,危害商品外型