浙江注塑模具厂家厂家
发布时间:2022-08-18 00:10:39
浙江注塑模具厂家厂家
注塑加工模具加工健身运动的驱动和驱动力(冲工作压力,模具的锁合模力,原材料的落锤重,挤工作压力等)是由成形加工数控车床和设施的驱动力经传动机构给予的。一,标准气压成形;关键用以吸朔和吹塑成形加工,即当模具处在稳定情况的情况下,经打气泵使其造成一定的负压力将塑胶板立即吸贴于模具型表面,产生制件,吹塑则是根据打气泵造成一定标准气压的汽体,吹人热融态塑件或热融态夹层玻璃制件毛胚内腔,使其拓展,形变,并粘贴在模具凹模表层上,产生制件。二,液压驱动:即根据注塑工艺电机驱动液压油泵或离心水泵造成液压机和压力,并通过液态的液压机运输和自动控制系统
浙江注塑模具厂家厂家
塑化压力:(背压)采用螺杆式注塑机时,螺杆顶端耐磨材料在螺杆翻转倒退时需遭受的压力称之为塑化压力,亦称背压.这类压力的大小是可以通过液压机管理体系中的调速阀来调节的.在注入中,塑化压力的大小是随螺杆的整体规划,制成品品质的要求及其塑料制品的类型不一样而要求修改的,假如说这种情况和螺杆的转速比都不会改变,则加上塑化压力会提升裁切实际效果,即会发展溶体的温度,但会减少塑化的输出功率,扩大倒流和漏流,加上推动输出功率。
浙江注塑模具厂家厂家
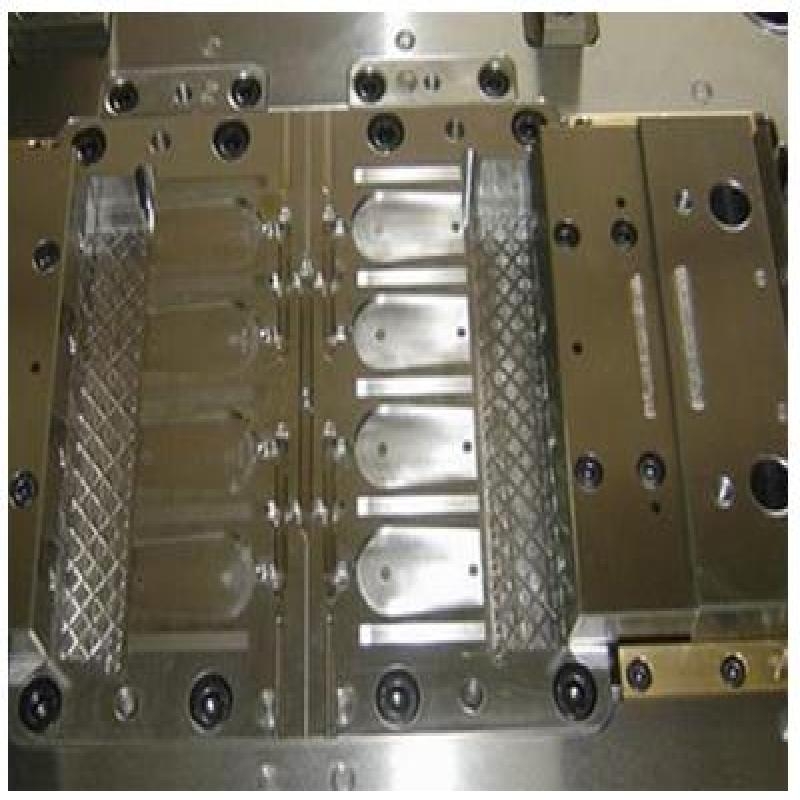
注塑模具排气系统是型腔和浇筑系统软件的排气,关键包括型腔中的气体,流道中的气体,及其塑胶中水份在持续高温下的蒸气,这种汽体务必立即排出来,以防危害塑料件的品质,注塑模具中的排气方法包括:①分析面(包括开排气槽)②镶件相互配合面;③摆杆或推管与芯模镶件的搭配面;④侧抽芯组织排气⑤在困气间加排气针或镶件排气;⑥透气性钢排气;⑦阀门排气。依据排气系统的几类排气方法,一般排气系统的设计原理必须遵循一定的规律性。

浙江注塑模具厂家厂家
塑化压力:(背压)采用螺杆式注塑机时,螺杆顶端耐磨材料在螺杆翻转倒退时需遭受的压力称之为塑化压力,亦称背压.这类压力的大小是可以通过液压机管理体系中的调速阀来调节的.在注入中,塑化压力的大小是随螺杆的整体规划,制成品品质的要求及其塑料制品的类型不一样而要求修改的,假如说这种情况和螺杆的转速比都不会改变,则加上塑化压力会提升裁切实际效果,即会发展溶体的温度,但会减少塑化的输出功率,扩大倒流和漏流,加上推动输出功率。

浙江注塑模具厂家厂家
注塑加工过程中需应用塑料原料,颜料,塑料原料,模貝,塑料机,设配,夹具工装,喷雾剂,各种各样辅助材料及包装制品等,注塑加工过程中的全部方面必须充分考虑。硬化是注塑加工的一个关键步骤,今日好好了解一下。注塑加工硬化就是指塑料成形时完成化学交联反应的过程。硬化速率一般以塑料试件硬化1mm薄厚的极速来表明,此值越小,硬化速率越快。注塑加工硬化速度注塑加工原料的种类,塑料件样子,壁厚,成形温度及是否加热和富